CH61200L токарный центр с ЧПУ с осью C
Краткая инструкция
Эта машина соединена с осью C, осями подачи X и Z, три оси могут быть соединены и перемещаться вместе с многофункциональностью и высокой эффективностью резки.
В сочетании с системой ЧПУ SIEMENS 828D.
Две передачи скорости шпинделя и бесступенчатая скорость внутри шестерен, гидравлическое переключение передач, постоянная резка на линейной скорости.Двигатель главного шпинделя - серводвигатель переменного тока SIEMENS 37KW, уменьшайте скорость и увеличивайте крутящий момент с помощью шестерен, скорость вращения шпинделя составляет 5-200 об / мин.
Ось C индексируется высокоточным серводвигателем переменного тока, гидравлической автоматической блокировкой и использованием круглой решетки для определения фактического положения;На оси X используется серводвигатель переменного тока SIEMENS и высокоточная шарико-винтовая пара для реализации поперечного перемещения, ось Z использует высокоточный червячный редуктор с серводвигателем переменного тока SIEMENS для продольного перемещения, обе оси X, Z оснащены решеткой для определения фактического положения, управление с обратной связью, с хорошей точностью позиционирования и точностью повторения позиционирования
использование машины
Это высокопроизводительный станок для резки, подходящий для резки чугуна, стали и цветных металлов с помощью инструмента из быстрорежущей стали и твердого сплава.Это может быть точение внешнего круга, торца, прорезание канавки, отрезание, прорезание внутреннего отверстия, фрезерование шпоночного паза, фрезерование спиральной канавки, сверление и нарезание резьбы.
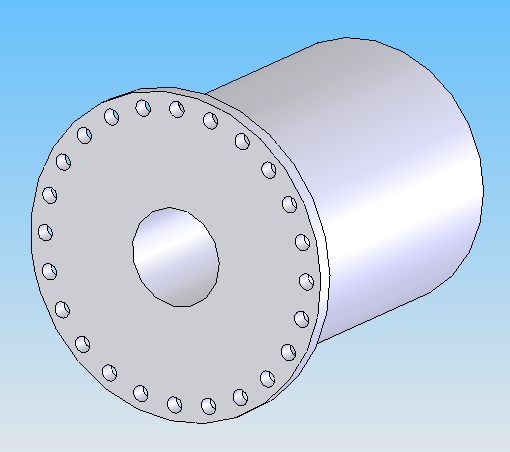
Эскизная карта заготовки:

Фрезерование шпоночного паза

Фрезерование резьбы с изменяющимся шагом
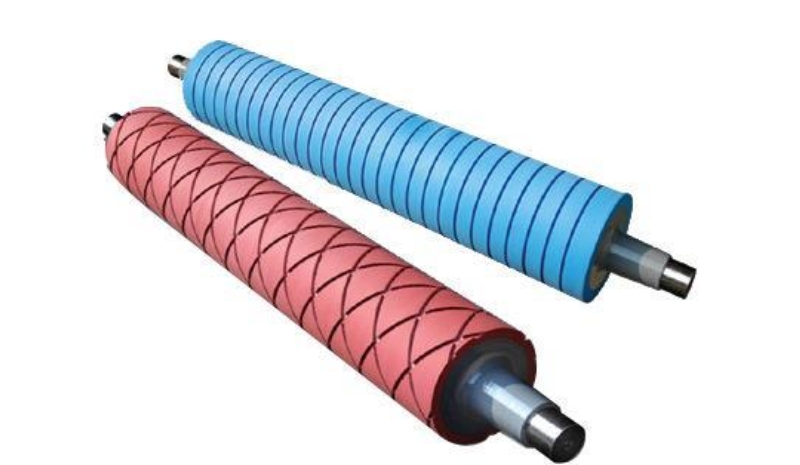
Фрезерование спиральной канавки, чешуйчатый рисунок
параметр и мощность
| Ширина направляющей | 1100мм |
| Макс.диаметр качания над кроватью | φ2040мм |
| Макс.диаметр поворота над стойкой инструмента | φ1500мм |
| Макс.длина заготовки | 12000мм |
| Макс.вес заготовки между центром | 10т |
| главная передача | |
| Передний подшипник шпинделя | φ220мм |
| Диапазон скоростей шпинделя | 5-200р/мин |
| Диаметр отверстия шпинделя | φ130мм |
| Передний конус отверстия шпинделя | метрика №140 |
| Мощность главного двигателя, серводвигатель | 37кВт |
| Спец.конца шпинделя | 1:30 |
| подача передачи | |
| Перемещение по оси X | 85мм |
| перемещение по оси Z | 11800мм |
| скорость быстрого перемещения по оси x | 4 м/мин |
| скорость быстрого перемещения по оси Z | 4 м/мин |
| Крутящий момент серводвигателя по оси x | 27 Нм |
| Крутящий момент серводвигателя по оси z | 36 Нм |
| Горизонтальная 8-позиционная турель | 0.5.473.532.8 |
| Размер сечения хвостовика инструмента | 32ммx32мм |
| Задняя бабка | |
| Диаметр пиноли задней бабки | φ260мм |
| Перо путешествия | 300мм |
| Коническое отверстие пера | метрика №80 |
| Ассистент люнета (2 комплекта) | |
| Закрытый люнет | φ400-φ700мм |
| патрон | |
| Четырехкулачковый патрон | φ1600мм |
| ось С | |
| Макс.крутящий момент в зажатом состоянии | 3000 Нм |
| Точность позиционирования оси C | 36″ |
| Повторите точность позиционирования оси C | 18″ |
Основная структура
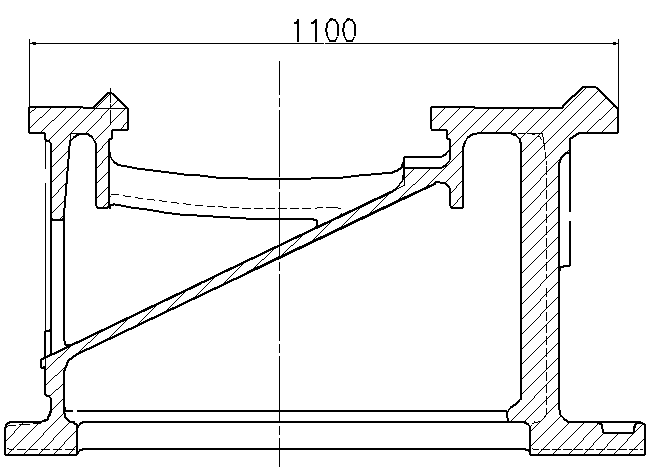
1)кровать
Кровать представляет собой напольную кровать шириной 1100 мм и изготовлена из высокопрочной смолы.Материал HT300.Кровать имеет преимущества сильной жесткости, большой несущей способности и хорошей устойчивости.
Направляющая представляет собой одну гору и одну плоскую структуру, твердость направляющей выше HRC52, толстая глубина закалки полезна для шлифовки.
Внутренняя полость корпуса станины снабжена усиливающим ребром W-образной формы, что значительно увеличивает жесткость станины и снижает деформацию под действием веса подшипника.
После старения отливки станины она может снять остаточное напряжение в отливке и уменьшить высвобождение остаточного напряжения при обработке и использовании машины.
В задней части станины имеются наклонные и арочные отверстия, которые используются для удаления стружки.Стружка, охлаждающая жидкость, смазочное масло и т. д. удаляются непосредственно в поддон для стружки.Таким образом, очистка стружки удобна, а охлаждающая жидкость может быть переработана.
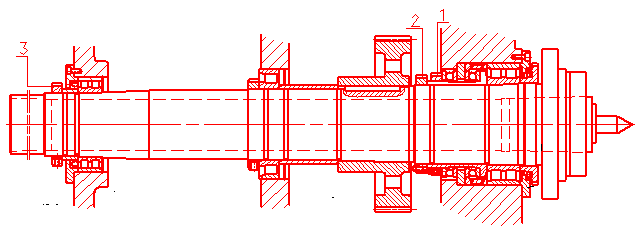
2) Передняя бабка
Шпиндель имеет трехточечную опору, при этом передний конец является фиксированным концом, средний и задний концы - подвижным концом, передний и задний концы - основной опорой, а средний - вспомогательной опорой.Осевое позиционирование устанавливается на переднем конце шпинделя, так что шпиндель выдвигается назад после нагрева, что устраняет влияние теплового удлинения шпинделя на точность станка.
Главный привод станка осуществляется шпиндельным двигателем переменного тока Siemens через ременный шкив, зубчатую передачу и четырехступенчатый гидравлический автоматический переключатель.Диапазон постоянного крутящего момента шпинделя велик, и можно реализовать резку с постоянной линейной скоростью.Подшипник шпинделя представляет собой специальный подшипник с высокой точностью и жесткостью.
Передняя бабка смазывается крепким маслом, а шестерни и подшипники передней бабки смазываются специальным масляным насосом.Передний конец шпинделя имеет двойное уплотнение из лабиринта и паза, что может эффективно предотвратить утечку масла и попадание посторонних предметов в переднюю бабку.
3): пост инструмента
Принять немецкую 8-позиционную горизонтальную револьверную головку SAUTER 0.5.473.532.8, эта револьверная головка имеет функции резки внешнего круга, торца и резьбы, а также фрезерования, сверления и нарезания резьбы.Эта револьверная головка приводится в действие установленным на ней серводвигателем SIEMENS и сопряжена со следующими аксессуарами.
| сер.Нет. | Имя | Тип | Кол-во |
| 1 | Силовая башня | 0.5.473.532.8 | 1 |
| 2 | Режущая головка | 0.5.901.032/077790 | 1 |
| 3 | Держатель резака с углом наклона 0 градусов | 0.5.921.106-117859 | 1 |
| 4 | 90-градусный держатель резака | 0.5.921.206-117866 | 1 |
| 5 | Держатель фрезы для наружной круглой резки | Б2-60С32С60-113908 | 2 |
| 6 | Держатель фрезы для внутренней окружности | Э2-60С50-113961 | 2 |

4) оси Z и X:
Диаметр шарико-винтовой передачи по оси X составляет φ40x5, ось Z приводится в движение зубчатой рейкой и шестерней, модуль зубьев составляет m = 5, а ось Z использует полное управление по замкнутому контуру с помощью обратной связи линейки решетки.
5) Задняя часть
Задняя бабка состоит из верхней и нижней частей, в верхней части установлены пиноль и устройство регулировки осевой линии пиноли.Перемещение задней бабки осуществляется двигателем.Перо задней бабки может вращаться.
6) система смазки
Смазка подшипников в передней бабке, шестерни и подшипники в передней бабке и других случаях обеспечивается специальным насосом, смазка подшипников шарико-винтовой передачи, и каждая точка смазки машины использует прерывистую и концентрированную смазку, а время смазки регулируется, так что эффективно предотвращает перерасход смазочного масла и может эффективно улучшить динамические характеристики машины и срок службы направляющей и шарикового винта.
гидравлическая система
Гидравлическая система используется для автоматического изменения частоты вращения шпинделя и принудительного охлаждения шестерен передней бабки, а также автоматической блокировки оси С.
7) ось С
Ось C приводится в движение серводвигателем, может автоматически переключаться в режим передачи шпинделя и оси C, задняя часть шпинделя оснащена высокоточной круглой решеткой оси C и тормозным демпфирующим механизмом.Со всей замкнутой системой измерения.
Точность машины
| Завершите вырезание внешнего круга | 0,005 мм |
| Стабильность обработки на длине 300 мм | 0,03 мм |
| Плоскостность чистового реза, | |
| на диаметре 300мм | 0,025 мм, вогнутый |
| ось X | |
| точность позиционирования | Х≤0,03 мм |
| повторить точность позиционирования | Х≤0,012 мм |
| ось Z | |
| Точность позиционирования на длине 10000 мм | Х≤0,13 мм |
| Повторяйте точность позиционирования | Х≤0,05 мм |
| ось С | |
| точность позиционирования | 36” |
| повторить точность позиционирования | 18” |